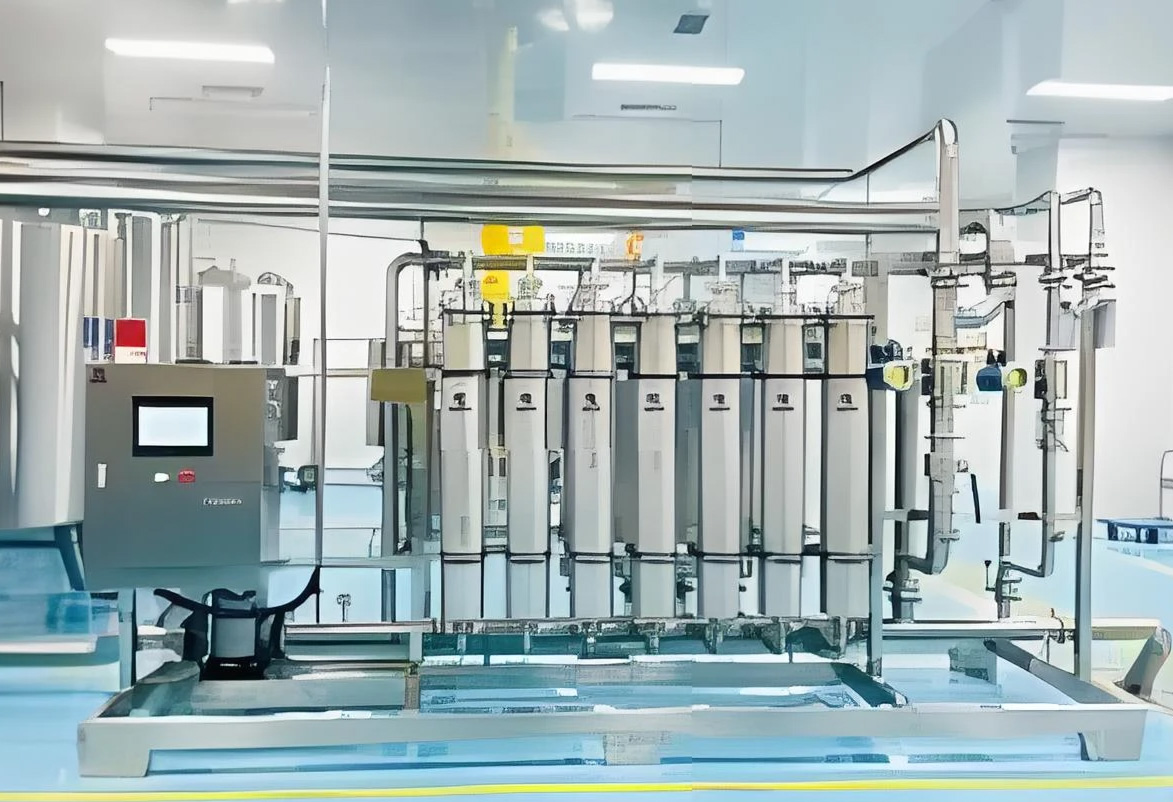
The Protein Standardization Production line Membrane Separation and Concentration Equipment is a high-precision, energy-efficient integrated solution independently developed by Zhengzhou Chlory Technology Co., Ltd.—a National High-tech Enterprise with over 20 years of membrane separation and food/biopharmaceutical processing expertise. Tailored for protein standardization in food, beverage, pharmaceutical, and feed industries, this equipment addresses the core pain points of traditional protein processing: fluctuating protein content across raw material batches, loss of protein activity due to high-temperature treatment, poor solubility of finished products, and difficulty in precise content control.
Integrating advanced ultrafiltration (UF) membrane technology, high-speed centrifugation, and low-temperature concentration systems, the equipment covers the entire process chain from raw material pretreatment, protein enrichment, impurity removal, desalination to concentration and standardization. It realizes molecular-level physical separation, effectively retaining target proteins while removing small-molecule impurities such as water, salts, and sugars. The finished product achieves precise protein content control (customizable to target standards) with high solubility, stable functionality, and retained biological activity. Fully compliant with GMP, FDA, and relevant national standards, the equipment is widely applicable to small-batch R&D, pilot production, and large-scale industrial production of protein products such as whey protein, soy protein, and animal-derived proteins.
Core Working Principle: Multi-Stage Membrane Fractionation & Concentration
The system adopts a "pre-treatment + multi-stage membrane separation + concentration" integrated process, realizing precise separation and purification based on molecular weight differences between target products and impurities:
1. Pretreatment Stage
2. Multi-Stage Membrane Separation & Purification
- Microfiltration (MF) Stage: Equipped with MF membranes with a pore size of 0.1-1μm, it removes bacteria, mold, yeast, and colloidal particles from the feed liquid, achieving sterilization and preliminary purification. The sterilization rate reaches ≥99.99%, laying a foundation for product safety.
-
Ultrafiltration (UF) Fractionation Stage: The core separation unit uses UF membranes with a customizable molecular weight cut-off (MWCO: 1,000–20,000 Da). It achieves precise fractionation based on target products:
- Retains macromolecular impurities (e.g., miscellaneous proteins, denatured proteins) for animal protein powder production;
- Separates peptides of specific molecular weights by intercepting macromolecular peptides and allowing small-molecule peptides/oligopeptides to pass through;
- Adopts cross-flow filtration mode (high-speed liquid flow along the membrane surface) to reduce membrane fouling and maintain stable flux.
- Nanofiltration (NF) Concentration & Desalination Stage: NF membranes with MWCO 200–1,000 Da are used to concentrate target products (protein/peptide/oligopeptide) by retaining them while allowing water, inorganic salts, and small-molecule impurities (e.g., free amino acids) to pass through. This step realizes simultaneous concentration and desalination, improving product purity.
3. Final Concentration & Collection
Core Advantages
1. Precise Protein Standardization & Consistent Quality
Adopts ultrafiltration membranes with a molecular weight cut-off (MWCO) of 10–50 kDa, precisely intercepting protein molecules while allowing small-molecule impurities to pass through. The protein content can be accurately adjusted to the preset standard (e.g., 80% for whey protein isolate, 40–50% for feed protein), ensuring consistent product quality across batches.
2. High Retention of Protein Activity & Functionality
Operates at low temperatures (25–35℃) throughout the process, avoiding thermal denaturation of proteins. The activity retention rate of functional proteins (e.g., enzymes, active peptides) reaches ≥95%, and key functional properties such as solubility, emulsibility, and gelation are fully preserved, meeting the requirements of high-end product production.
3. Efficient Impurity Removal & High Product Purity
Combines high-speed centrifugation and multi-stage ultrafiltration for synergistic purification. Effectively removes non-protein impurities such as fats, starches, colloids, and mineral salts with an impurity removal rate of ≥99%. The finished protein product has high purity, clear appearance, and no secondary precipitation during storage.
4. Energy-Saving & Environmental Protection
Membrane separation technology consumes only 30–40% of the energy of traditional thermal concentration processes, significantly reducing production costs. The pure physical separation process requires no chemical additives, avoiding chemical residues and secondary pollution, in line with clean production requirements.
5. Strong Adaptability & Intelligent Operation
Customizes membrane configurations and process parameters for different protein types:
Dairy proteins (whey protein, casein):Optimized ultrafiltration flux to balance concentration efficiency and protein retention.
Plant proteins (soy protein, pea protein):Enhanced anti-fouling design to address high-viscosity raw materials.
Animal-derived proteins (blood protein, gelatin):Low-temperature process to protect heat-sensitive active components.
Equipped with a PLC automatic control system, real-time monitoring of key parameters such as filtration pressure, concentration, and protein content. Supports automatic adjustment and fault alarm, minimizing manual intervention and ensuring stable operation.
Main Features
Integrated Process Design:
Integrates pretreatment, centrifugal separation, membrane concentration, desalination, and CIP cleaning into one system. Reduces floor space by 30% compared to split equipment and simplifies production workflows.
Advanced Membrane Application:
Uses food-grade/ pharmaceutical-grade PVDF and ceramic membranes with uniform pore size distribution and high protein retention rate. Membrane modules feature large filling area and cross-flow operation, reducing fouling and extending service life.
Compliance & Safety Assurance:
All wetted parts are made of 304/316L stainless steel and FDA-compliant materials, meeting GMP, FDA, and national food/ pharmaceutical safety standards. Ensures product safety and compliance.
Flexible Capacity Configuration:
Offers multiple series models with processing capacities ranging from 50 Kg/h to 8000 Kg/h, adapting to small-batch R&D, pilot production, and large-scale industrial needs.
Turnkey Service Capability:
Provides one-stop services from on-site raw material testing, process design, equipment manufacturing, installation, and commissioning to operator training and after-sales maintenance.
Technical Parameters
Core Configuration




Product Category
News of Product
- Membrane separation technology is driving the milk industry towards a future of high efficiency and high quality
- Application of Membrane Separation Technology in the Biopharmaceutical Industry
- What role does membrane filtration technology play in the sterilization and clarification of alcoholic beverages?
- Precise Separation, Empowering the Future: How Membrane Separation Technology is Reshaping the Modern Pharmaceutical Industry
- Membrane Separation Technology: Driving Innovation and Efficient Production in the Biopharmaceutical Industry
